HPQ Confirms Fumed Silica Produced With Pilot Scale Reactor is Independently Verified as Meeting Commercial Grade “150”

New commercial milestone reached, lab scale results fully replicated
MONTREAL, Canada — HPQ Silicon Inc. (“HPQ” or the “Company”) (TSX-V: HPQ) (OTCQB: HPQFF) (FRA: 8PY1), a technology company driving innovation in advanced materials and critical process development, is pleased to announce that it has recently received independent verification of its most recent test results from a potential customer, under LOI [1]. These results confirmed that the fumed silica produced by HPQ’s fumed silica reactor (FSR) meets or exceeds commercial product grade “150”.
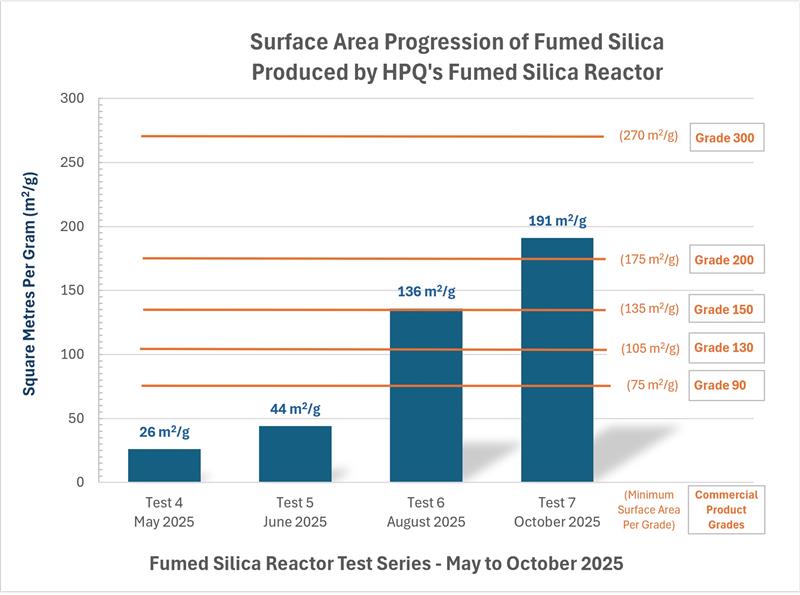
Specifically, the potential customer has confirmed that the material produced during the previously announced Test #7 meets established commercial benchmarks for fumed silica with a specific surface area (under BET analysis) of approximately 150 m²/g, while at the same time also achieving the required viscosity for that commercial grade.
With this confirmation, the pilot plant has now fully replicated the results produced by HPQ Silica Polvere Inc.’s (HSPI) [2] original lab-scale tests. These tests, which were verified by McGill University, were the first results which indicated the possibility of producing commercial grade fumed silica from quartz using a plasma-based system. In the company’s opinion, today’s announcement further validates the potential commercial performance of HSPI’s proprietary plasma-based process for producing hydrophilic fumed silica directly from quartz, without the use of chemicals, while creating no hazardous by-products.
The Importance of Reaching the Viscosity Milestone
In commercial applications such as coatings, adhesives and sealants, inks, elastomers, and insulation binders, viscosity, often referred to as rheology efficiency, is a critical performance metric for fumed silica because it governs thickening, suspension stability, and application behavior. For many applications, viscosity performance at a given surface area can ultimately determine functionality in end-use formulations.
Results show that the viscosity achieved by the FSR at pilot scale is approximately 10% higher than that of a typical commercial grade 150 benchmark. This result is technically significant because viscosity reflects the combined influence of surface area, aggregate structure, and surface chemistry under formulation conditions. Exceeding grade 150 performance by a double-digit percentage indicates a well-developed three-dimensional network and strong thickening efficiency, two aspects that are key to stability in high-performance formulations.
Along with the surface area results surpassing commercial product grade 150 minimums [see Graph 1 below], the viscosity results that have now been verified provide a meaningful indication that the FSR can reproduce, at scale, the laboratory-level benchmark performance announced in November 2023. The viscosity thresholds reached now also indicate that material produced at the pilot plant can be suitable for the type of industrial applications listed above, which expands the potential target market for FSR-produced fumed silica into these areas.
Background: From Lab to Pilot Scale, and Toward Commercial Deployment
HSPI and its technology partner PyroGenesis Inc. (TSX: PYR, OTCQX: PYRGF, FRA: 8PY1), with support from both the Federal and Provincial governments have designed, constructed and commissioned a pilot facility, now approaching continuous production runs. From the start, our overarching goal was clear: to produce fumed silica from quartz in a single step, using an all-electric plasma process. The FSR pilot plant now definitively produces material comparable to, or exceeding, established commercial benchmarks for fumed silica, but with the additional benefits of (i) a lower carbon footprint and (ii) without the need for hazardous chemicals.
“Achieving the commercial grade 150 level for fumed silica at our pilot plant, which required replicating both specific surface area and viscosity results from our original laboratory-scale testing, represents an important milestone for HPQ Silica Polvere Inc.’s fumed silica reactor technology and for HPQ,” said Bernard Tourillon, President and CEO of HPQ Silicon Inc. and HPQ Silica Polvere Inc. “We have successfully scaled laboratory performance by approximately twentyfold while maintaining, and in some cases improving, key quality metrics. Both the independent testing results and a potential client now confirm that our FSR technology can produce fumed silica at performance comparable to established industrial benchmarks by using a more sustainable, more efficient, and more affordable process.”
Next Steps: Continue Process Improvements and Larger Production Runs
Building on the progress achieved to date, HPQ and PyroGenesis are advancing toward the next phase of process optimization, which now will focus on maintaining consistent production with a surface area of approximately 200 m²/g, representing a commercial product grade level of 200.
In parallel, the parties are preparing for continuous operation of the pilot plant, to increase the availability of material (and larger batches) for evaluation by interested parties under non-disclosure agreements. These efforts will support engagement with potential partners in the coatings, polymers, and advanced materials sectors, where high-surface-area hydrophilic fumed silica is widely used for thickening, dispersion, and reinforcement applications.
“The latest results support advancing our discussions with a party under a letter of intent, while also enabling deeper engagement with industrial players in general,” noted Tourillon “Based on the results achieved to date and the level of market interest, we have initiated planning activities toward a potential dedicated production site. These developments mark an important step in progressing the fumed silica reactor program toward commercialization.”
End Goal
The global fumed-silica market is projected to surpass US$2.57 billion by 2034 [3], driven by growing demand in the coatings, sealants, automotive, and lithium-ion battery sectors. By combining cost advantages with a dramatic reduction in environmental impact, HSPI FSR technology positions HPQ as a potential new entrant capable of capturing meaningful market share in a sector long dominated by chemical giants.
[1] The viscosity (rheology efficiency) for test 7 material were conducted by a Leading global fumed silica manufacturer (LGFSM) under LOI. (Please see July 9th 2024 release).
[2] A wholly owned subsidiary of HPQ Silicon Inc., when technology supplier PyroGenesis announced its intention to exercise its option to acquire a 50% stake in HSPI in May 2024.
[3] EXACTITUDE CONSULTANCY, Fumed Silica Market Overview 2025-2034 Report.